Китай: инновации в производстве угольных щёток для шлифмашин?
2026-02-09
Когда говорят про китайские угольные щётки, многие сразу думают о дешёвом ширпотребе. Но если копнуть глубже в сегмент для электроинструмента, особенно для шлифмашин — картина меняется. Тут уже не про цену, а про то, как выжать из материала максимум под конкретную нагрузку. И Китай здесь не просто догоняет, а в чём-то задаёт тренды, особенно в адаптации композитов под реальные, а не лабораторные условия. Лично сталкивался, когда искал замену европейским щёткам для интенсивной работы на строительных площадках.
Откуда растут ноги у инноваций: не лаборатория, а цех
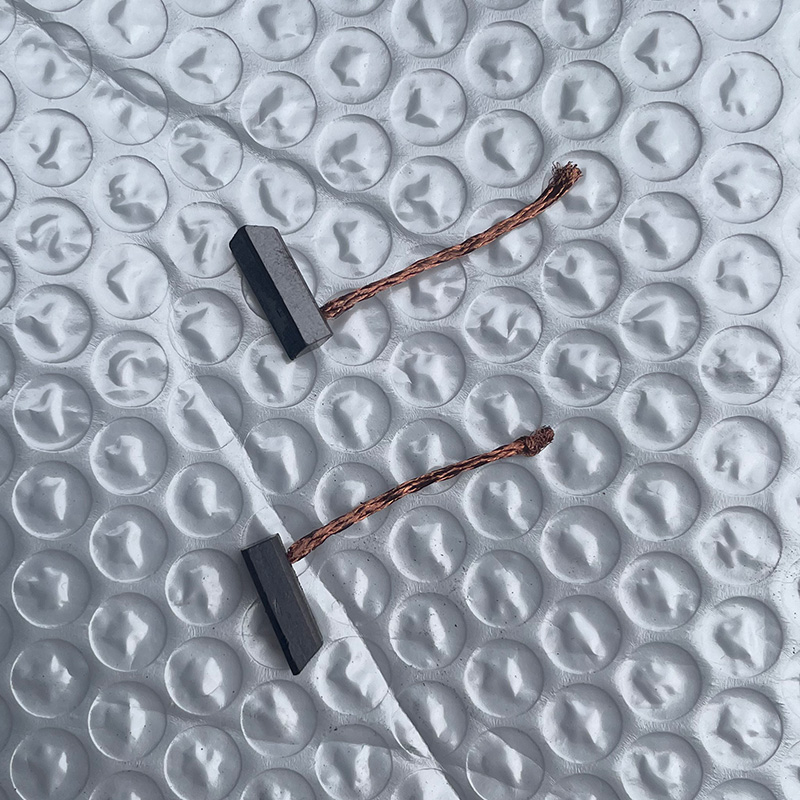
Главное заблуждение — что все прорывы рождаются в НИИ. В Китае часто наоборот: запрос идёт от конечных сборщиков инструмента. Например, производители мощных угловых шлифмашин (болгарок) столкнулись с проблемой — щётки для моделей с высоким пусковым током и вибрацией выходили из строя не из-за износа графита, а из-за разрушения медного хвостовика в точке прессовки. Стандартный способ — просто увеличить плотность прессовки — приводил к растрескиванию угольного блока. Решение пришло с завода, который экспериментировал с графитовыми композитами, легированными медной пудрой не равномерно, а с градиентом концентрации у хвостовика. Это снизило переходное сопротивление и механическое напряжение. Не идеальная наука, но практичный ход.
Вот тут как раз видна разница между просто заводом и компанией, которая вникает в процесс. Наткнулся на сайт ООО Аншэн Новые Материалы и Электрооборудование (https://www.asxcjd.ru), где в описании прямо указан акцент на инновации и динамичную команду. Это не пустые слова — когда запрашиваешь у них техкарты на щётки для шлифмашин, видишь не просто таблицы свойств, а рекомендации по работе в условиях запылённости или при перегреве. Чувствуется, что люди знают, о чём говорят, потому что сами тестируют в поле.
Один из их инженеров как-то в переписке упомянул, что они отказались от стандартного сырья для щёток вибрационных шлифмашин. Проблема была в резонансе — щётка ?выпрыгивала? из держателя при определённых оборотах. Вместо того чтобы увеличивать жёсткость пружины (это вело к быстрому износу коллектора), они изменили структуру углеродного наполнителя, добавив эластичные связующие. Это повысило демпфирующие свойства самого блока. Мелочь? На бумаге да. Но на практике ресурс узла вырос на 20-30%. Такие решения редко попадают в патенты, но именно они формируют реальное качество.
Графит — это не только графит: тонкости подбора сырья
Многие производители закупают готовый графитовый порошок и дальше просто прессуют. В Китае же ряд поставщиков, включая тот же Аншэн, пошли по пути контроля цепочки от калибровки зерна. Для шлифмашин критичен размер частиц — слишком мелкая фракция даёт плотный, но хрупкий блок, слишком крупная приводит к ускоренной эрозии коллектора. Оптимальный вариант — бинарная смесь, но её пропорции подбираются эмпирически под каждый тип двигателя.
Помню случай на одном из заводов в Гуандуне: они годами использовали ?проверенный? рецепт, но при переходе на новые двигатели с улучшенной изоляцией начались проблемы с искрением. Оказалось, что новый лак выделял при нагреве пары, которые вступали в реакцию с связующим в щётках. Пришлось менять не графит, а фенольную смолу на другую, с более высокой температурой карбонизации. Это типичный пример, где инновация — это не изобретение нового материала, а адаптация старого под новые условия. И такие кейсы — хлеб для тех, кто, как Аншэн, позиционирует себя в области новых материалов.
Ещё один момент — чистота сырья. В дешёвых щётках встречаются примеси кварца или силикатов. При работе на высоких оборотах шлифмашины они действуют как абразив, убивая коллектор. Хорошие производители делают рентгенофлуоресцентный анализ каждой партии графита. Это негласный стандарт для тех, кто работает с профессиональным инструментом. Без этого любая инновация в дизайне бессмысленна.
Проблемы, которые не афишируют: где инновации спотыкаются
Не всё гладко. Одна из больных тем — стабильность параметров от партии к партии. Китайские заводы, даже продвинутые, иногда грешат этим из-за желания сэкономить на логистике и закупают сырьё из разных источников. Сегодня щётка работает идеально, а через полгода та же модель от того же бренда начинает искрить. Часто причина — в изменении электропроводности графита на доли процента, что критично для точной электроники современных шлифмашин с регулировкой оборотов.
Сам наступал на эти грабли, закупая партию для сетевых шлифмашин. В лабораторных тестах всё было в норме, а в реальной работе при длительной нагрузке начинался перегрев. Разборка показала, что угольные щётки неравномерно изнашивались, образуя скошенную контактную поверхность. Виной оказалось несовершенство технологии прессовки — давление на разных прессах немного отличалось. Производитель, к его чести, признал проблему и доработал техпроцесс, внедрив контроль момента прессования. Но такой опыт дорогого стоит и показывает, что путь от идеи до стабильного продукта тернист.
Ещё один камень преткновения — совместимость с разными моделями. Универсальная щётка — миф. То, что хорошо для мощной болгарки, может не подойти для лёгкой вибрационной машинки из-за разной частоты тока и вибрационного спектра. Инновации здесь часто сводятся к созданию обширных каталогов и баз данных по совместимости, что, по сути, является огромной аналитической работой. На сайте asxcjd.ru видно, что они это понимают, предлагая решения под конкретные серии инструментов.
Кейс: адаптация под безщёточные двигатели (да, есть и такие нюансы)
Сейчас тренд — переход на бесщёточные (brushless) двигатели. Казалось бы, какое дело до угольных щёток? Но тут есть интересный виток. Многие такие двигатели в профессиональном инструменте всё же имеют щёточный узел для датчиков или вспомогательных функций. И требования к этим щёткам ещё выше — малый ток, минимум помех, сверхстабильный контакт.
Китайские производители, включая команды вроде той, что в ООО Аншэн, активно экспериментируют с напылением контактной поверхности драгметаллами (серебро, палладий) для таких применений. Это не массовый продукт, но именно здесь оттачиваются технологии, которые потом перетекают в обычные щётки для ударных дрелей или перфораторов. Например, та же технология лазерной обработки контактной кромки для снижения переходного сопротивления была опробована сначала на миниатюрных щётках для электроники.
Практический вывод: следить за китайскими инновациями в этой области стоит не только по массовому рынку, но и по нишевым, ?гибридным? решениям. Там часто рождаются идеи, которые через пару лет становятся стандартом для всего сегмента электроинструмента.
Что в сухом остатке? Взгляд из цеха
Итак, инновации в Китае в производстве угольных щёток для шлифмашин — это не громкие открытия, а часто тихая, кропотливая работа по подгонке тысяч параметров под жёсткие условия реальной эксплуатации. Это работа с сырьём, прессовкой, составом связующих, конструкцией пружинного узла и медного хвостовика.
Успех здесь зависит от того, насколько глубоко производитель погружён в проблемы конечного пользователя. Динамичные команды, как у упомянутой компании Аншэн, которые руководствуются принципами качества и не боятся экспериментировать, — это как раз тот драйвер, который меняет представление о ?сделано в Китае?. Они не просто делают деталь, они решают инженерную задачу: как заставить узел работать дольше и стабильнее в условиях пыли, вибрации и перегрузок.
Поэтому, когда в следующий раз будете выбирать щётки для своего инструмента, смотрите не только на страну происхождения. Смотрите на то, есть ли за названием бренда или завода конкретные кейсы, понимание физики износа и, что важно, готовность делиться техническими деталями. Как те, кто пишет не просто ?высокое качество?, а объясняет, за счёт чего оно достигнуто в конкретном применении для шлифовальной машины. Это и есть главная инновация — переход от производства деталей к производству решений.