Китайские щетки 6-10 мм: где производители?
2026-01-29
Вот вопрос, который часто задают, и часто — не с того конца. Многие сразу ищут гигантов, фабрики с громкими именами, думая, что там и кроется качество и стабильность. Но с угольными щетками, особенно в таком специфичном диапазоне, как 6-10 мм, всё часто упирается не в размер завода, а в специализацию и гибкость. Сам наступал на эти грабли, пытаясь заказать партию 8-миллиметровых щеток для маломощных шлифмашин у ?крупняка?. Получил идеальный продукт… для другого оборудования. Потому что они делали ?в среднем по больнице?, а мне нужна была точная ?хирургия? по материалу и геометрии контакта.
Почему именно 6-10 мм? Контекст имеет значение
Это не случайный диапазон. Щетки такого калибра — это часто сердцевина малого электроинструмента, некоторых моделей автоэлектрики, бытовых приборов. Тут уже не работает подход ?чем больше, тем лучше?. Нужна точная балансировка между размером, составом графита (часто с добавками меди или серебра для снижения искрения на малых оборотах), упругостью пружины.
Одна из ключевых ошибок — считать, что производитель щеток для крупных промышленных двигателей легко сделает хороший продукт для маленького. Технология прессования, обжига, пропитки — она другая. Мелкие щетки требуют более чистого сырья и контроля на этапе формовки. Помню, получили партию 7 мм от одного поставщика — визуально отлично, а при работе в вибрационном инструменте быстро крошились. Причина — неоднородность смеси, которую на крупных щетках не заметишь, а здесь она критична.
Поэтому искать нужно не просто ?китайского производителя щеток?, а того, кто заточен именно на мелкие и средние типоразмеры. Часто это не гиганты, а средние или даже относительно небольшие предприятия с узкой специализацией. Их сайты могут выглядеть скромно, но в технических разделах — подробнейшие спецификации по материалам (электрографит, графит с металлом, угольно-графитовые композиции) именно для небольших сечений.
Где искать: карта не для широкой публики
Alibaba — это очевидно, но это лотерея. Там много трейдеров, которые сами толком не разбираются в нюансах. Гораздо эффективнее — вертикальные B2B-платформы, посвященные электротехническим компонентам, или прямой поиск по техдокументации. Часто название хорошего завода-изготовителя всплывает в каталогах запчастей к конкретным моделям инструмента. Я, например, вышел на пару достойных фабрик, изучая маркировку на щетках в разобранных болгарках и дрелях известных брендов.
Важный момент — готовность делать небольшие, но специфичные партии. Крупный завод может просто проигнорировать запрос на 5000 штук щеток 6 мм с особым углом скоса. А более мелкий, но технологичный — пойдет навстречу, увидев в этом потенциал для долгосрочного сотрудничества. Именно в этом сегменте 6-10 мм такая гибкость — бесценна.
Еще один канал — специализированные выставки в Китае, например, в Гуанчжоу или Шанхае, по электротехнике или комплектующим. Там можно не только увидеть продукцию, но и пообщаться с инженерами, понять глубину их компетенции. Лично убедился, что разговор о коэффициенте трения конкретного сорта графита при рабочих температурах до 120°C быстро отделяет продажников от технарей.
Критерии отбора: не только цена за килограмм
Цена, конечно, важна. Но в этом диапазоне разница в 10-15% за килограмм сырья может радикально менять поведение щетки. Поэтому первый вопрос к производителю — о происхождении и паспорте графитовой пыли. Хорошие фабрики работают с проверенными поставщиками сырья и могут предоставить его базовые характеристики.
Второе — технологический цикл. Интересует, есть ли контроль на этапе смешивания (однородность — залог долговечности мелкой щетки), как происходит прессование (холодное или горячее — дает разную плотность), каков режим обжига. Для щеток 6-10 мм, работающих в условиях вибрации, плотность и однородность — ключевые параметры. Один производитель мне как-то признался, что для таких размеров они используют более длительный, ?мягкий? обжиг, чтобы избежать внутренних напряжений. Это знание дорогого стоит.
Третье — тестирование. Хорошо, если фабрика проводит не только базовые электрические tests, но и моделирует работу в условиях, приближенных к реальным: с вибрацией, перепадами температуры. Запросите видео или протоколы таких тестов. Это сразу отсеет тех, кто работает по принципу ?прессуем-упаковываем?.
Пример из практики и работа с партнером
Несколько лет назад мы столкнулись с необходимостью найти надежного поставщика для регулярных, но не огромных партий щеток 8 и 10 мм для электроинструмента местной сборки. Перебрали несколько вариантов, были и неудачи: то геометрия плавала, то сопротивление было нестабильным от партии к партии.
В итоге вышли на компанию ООО Аншэн Новые Материалы и Электрооборудование. Что привлекло? На их сайте asxcjd.ru не было пафоса, но была четкая техническая информация именно по угольным щеткам, включая возможность работы с нестандартными размерами в нужном нам диапазоне. В описании компании указано, что они руководствуются принципами инноваций и качества, но что важнее — в переписке их инженеры быстро вникли в наши требования по материалу (нужен был конкретный состав с повышенной эрозионной стойкостью) и прислали для теста несколько вариантов образцов с разной пропиткой.
Работа с ними подтвердила важность специализации. Они не самые большие на рынке, но их динамичная команда была сфокусирована именно на таких, ?точечных? задачах. Для нас это оказалось ключевым: мы получили не просто щетки 8 мм, а продукт, оптимизированный под конкретные условия работы. Их подход к контролю качества (выборочная проверка каждой партии на специальном стенде) также внушал доверие.
Это к вопросу о ?где производители?. Иногда они не на первой странице поиска, а там, где готовы погрузиться в детали. Как ООО Аншэн, чья профессиональная команда смогла закрыть наш запрос. Это пример того, что искать нужно предприятия, для которых угольные щетки — не побочный продукт, а core business, даже в нишевых размерах.
Подводные камни и на что смотреть при получении образцов
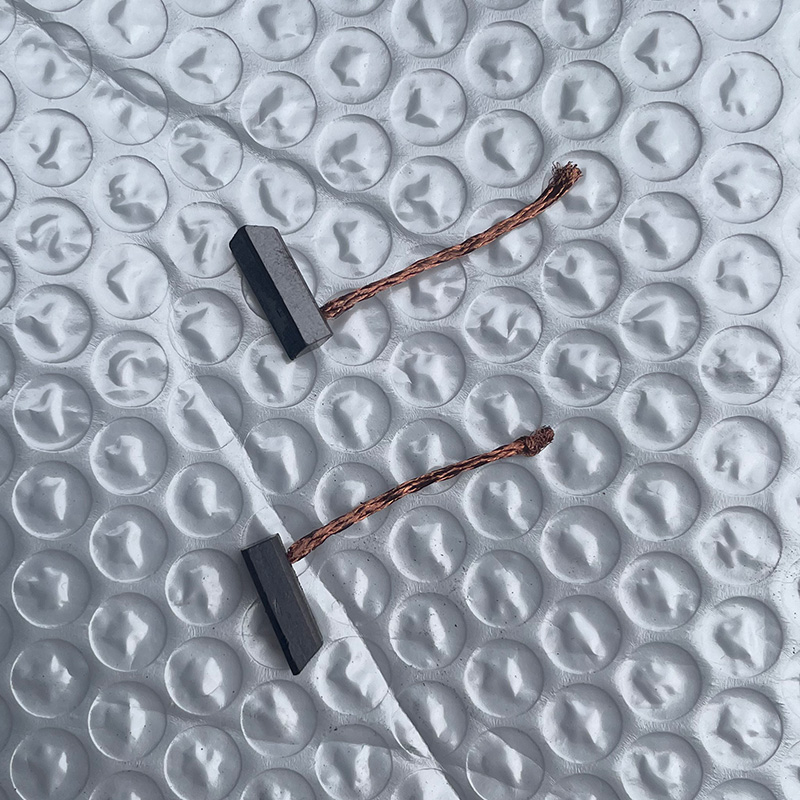
Итак, нашли потенциального поставщика, запросили образцы. Что дальше? Первое — визуал и механика. Щетка 6-10 мм должна быть без сколов, заусенцев, графит должен выглядеть однородным на срезе. Проверьте посадку в держатель — она должна быть плотной, но без заклинивания. Пружина — ее усилие должно соответствовать ТЗ.
Самое главное — полевые испытания. Нельзя оценить щетку, просто измерив ее сопротивление. Ее нужно поставить в устройство и ?гонять? в режиме, максимально приближенном к реальному, а лучше — в реальных условиях. На что обращаем внимание? На стабильность контакта (отсутствие просадок тока), уровень искрения (особенно на старте и под нагрузкой), скорость износа и характер этого износа (он должен быть равномерным, без сколов и глубоких вырывов).
И последнее: даже удачные образцы — не гарантия. Критически важно, чтобы качество переносилось на серийные партии. Поэтому в контракте или спецификации должны быть четко прописаны все технические параметры и методы приемочного контроля. Лучше потратить время на этом этапе, чем потом разбираться с возвратами и остановкой производства у вашего клиента. Вопрос ?где производители? плавно перетекает в вопрос ?как выстроить с ними стабильные и прозрачные отношения?. И ответ на него начинается с глубокого понимания технологии именно для тех самых щеток 6-10 мм.